



为了让您更地了解我们的6+6耐磨堆焊板哪里可以定做产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:6+6耐磨堆焊板哪里可以定做的图文介绍

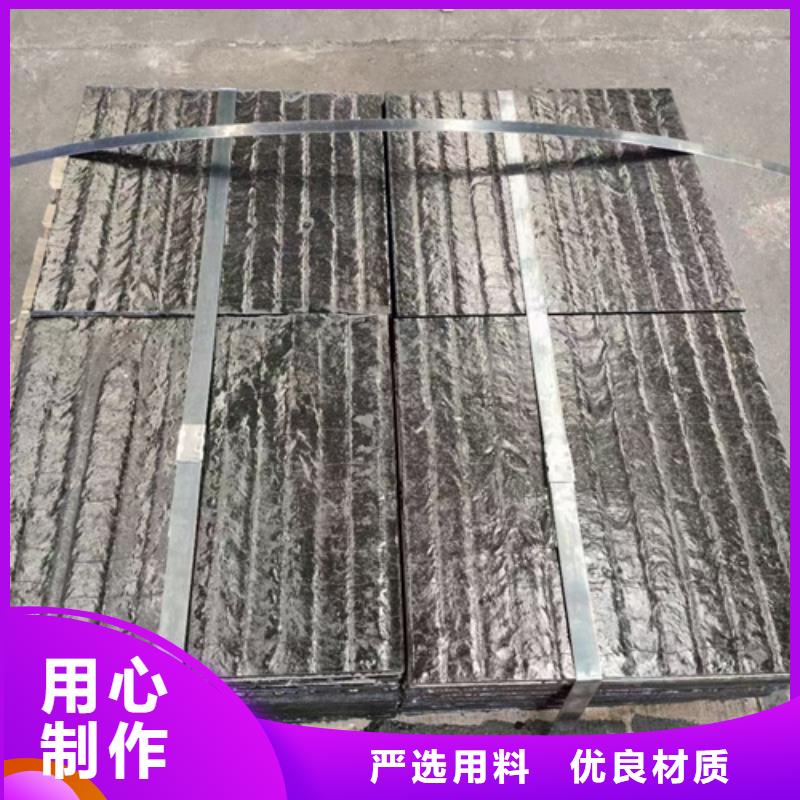
根据堆焊层工作条件,首先是硬度的要求,同时参考母材板厚、本地堆焊高度及堆焊效率来选择工艺参数。经过反复试验,确定了采用明弧堆焊焊丝在不同板厚和不同焊层厚度的佳工艺参数,如在8mm的Q235钢板上堆焊4mm时,其佳工艺参数如下:焊丝直径2.8mm,焊接电流300A,焊接电压30V,焊接速度120mm/min,焊枪摆幅40mm;焊丝直径3.2mm,焊接电流320A,焊接电压32V,焊接速度12mm/min,焊枪摆幅40mm。由于焊机(或焊丝直径)的不同,基材及堆焊层厚度的不同,其佳焊接参数和规范也会有较大的差异。复合耐磨钢板


1、伪劣钢材易出现折叠,折叠是钢材表面形成的各种折线,这种缺陷往往贯穿整个产品的纵向.2、伪劣钢材外表经常有麻面现象,麻面是由于轧槽磨损严重引起钢材表面不规则的凹凸不平的缺陷.3、伪劣钢材表面易产生结疤,原因主要是伪劣钢材材质不均匀,杂质多.其次是伪劣材厂家导卫设备简陋,容易粘钢,这些杂质轧辊后易产生结疤.4、伪劣材表面易产生裂纹,原因是它的坯料是土坯,土坯气孔多,土坯在冷却的过程中由于受到热应力的作用,产生裂痕,经过轧制后就有裂纹.5、伪劣钢材无金属光泽,呈淡红色或类似生铁的颜色,原因在于它的坯料是土坯并且伪劣材轧制的温度不标准,他们的钢温是通过目测的,这样无法按规定的奥氏体区域进行轧制,钢材的性能自然就无法达标.6、伪劣钢材的内径尺寸波动较大,原因是l、钢温不稳定有阴阳面.2、钢的成分不均匀.3、由于设备简陋,地基强度低,轧机的弹跳大.会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂. 各种高铬耐磨钢板钢材长度尺寸是各种钢材的基本尺寸,是指钢材的长、宽、高、直径、半径、内径、外径以及壁厚等长度,今天我们就一起看看方管的长度尺寸。1、一般以方管的外径D、内径和壁厚S的毫米( mm )数标定。2、每种方管有规定的不同尺寸,如无缝钢管外径50mm的,壁厚有 2.5 -10mm 的15种;或者说相同壁厚5mm的,外径有32 -195mm的29 种。又如焊接钢管公称口径25mm的壁厚有3.25mm的普通钢管和4mm的加厚钢管。复合耐磨钢板



菏泽【多麦金属】高锰耐磨耐候钢板生产厂家凭借具有先进水平的施工设备,采用“工程直销”式销售格局,为客户提供 NM400耐磨板,形成了以生产、销售、维护一体化企业经营特色。我公司兼承“信、和、实、严”的企业精神,坚持“创新优先、用户满意”的核心理念,正以科技创新和机制创新为动力,向多元化、国际化、高科技型现代企业的目标前进,为美化生产、生活环境做出新贡献。


双金属钢板广泛的应用于石油、附近化工、附近机械、附近能源、附近核电等行业,生产中较易出现以下表面质量问题:1、附近轧制压坑对中时中夹板与中板边部摩擦,造成边部毛刺等飞溅到中板表面,形成表面轧制压坑。2、附近炉底辊压坑炉底辊受到高温气体和载荷等多重作用,极易出现表面结瘤,造成中板下表面压坑。3、附近矫直机压坑矫直过的碳钢氧化皮,在矫直双金属钢板过程中易形成中板表面压坑。措施:1、附近轧制压坑对于10mm以上的厚规格中板轧制时,待钢板咬入轧机后应打开夹板,减少夹板与双金属复层钢板边部的摩擦,避免边部毛刺等的压入。2、附近炉底辊压坑炉底辊材质,将原来的耐热合金炉底辊 换车管石棉辊。3、附近矫直机压坑生产中双金属钢板前检查矫直辊子是否粘结铁鳞,并及时进行清理。复合耐磨钢板
